Valve Refacing Grinder VRX
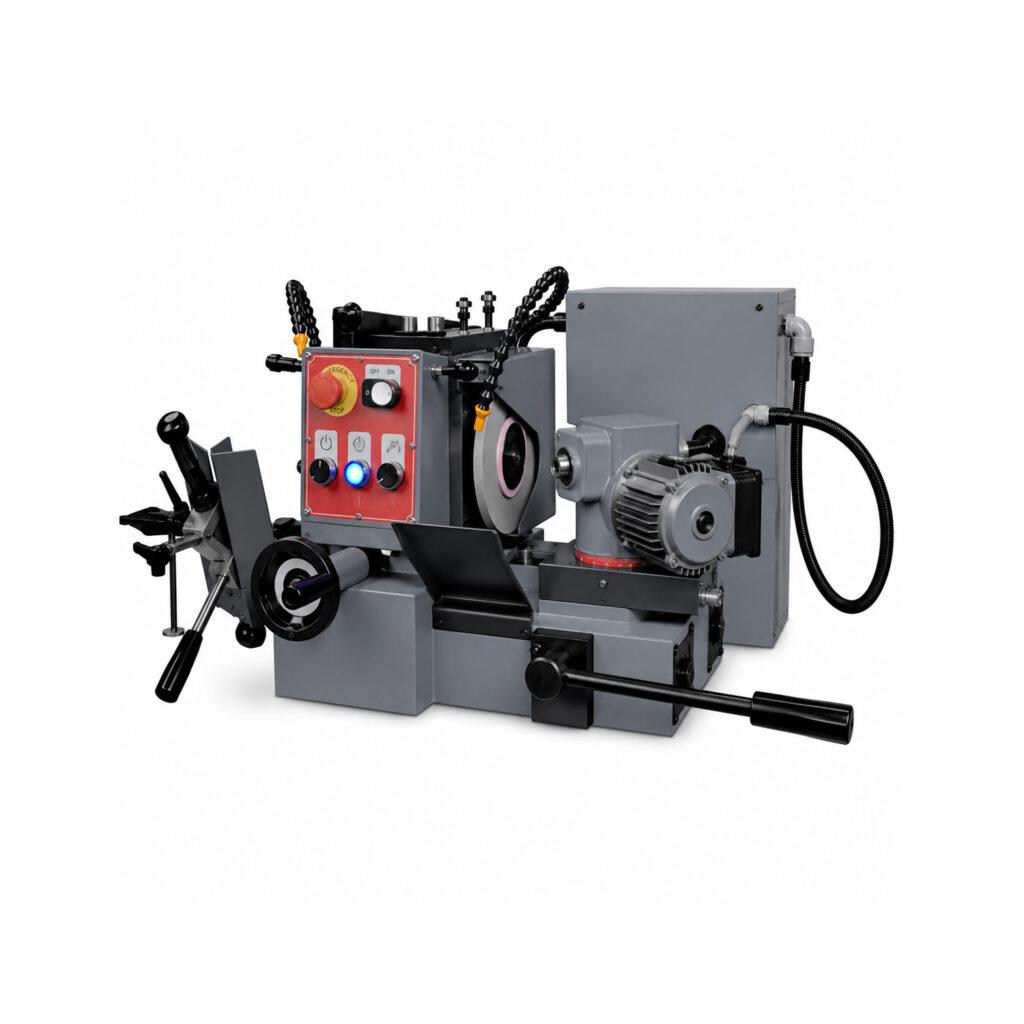


The Winona Van Norman VRX Valve Refacer is engineered to deliver exceptional precision, efficiency, and repeatability for refacing engine valves and reconditioning valve stem butts. Designed for professional engine rebuilding, remanufacturing, and high-performance machine shops, the VRX restores valve sealing surfaces to exact specifications, helping improve compression, combustion efficiency, and overall engine performance. Its rigid construction and precision-engineered components provide the accuracy required to consistently produce superior valve finishes across automotive, diesel, marine, and industrial applications.
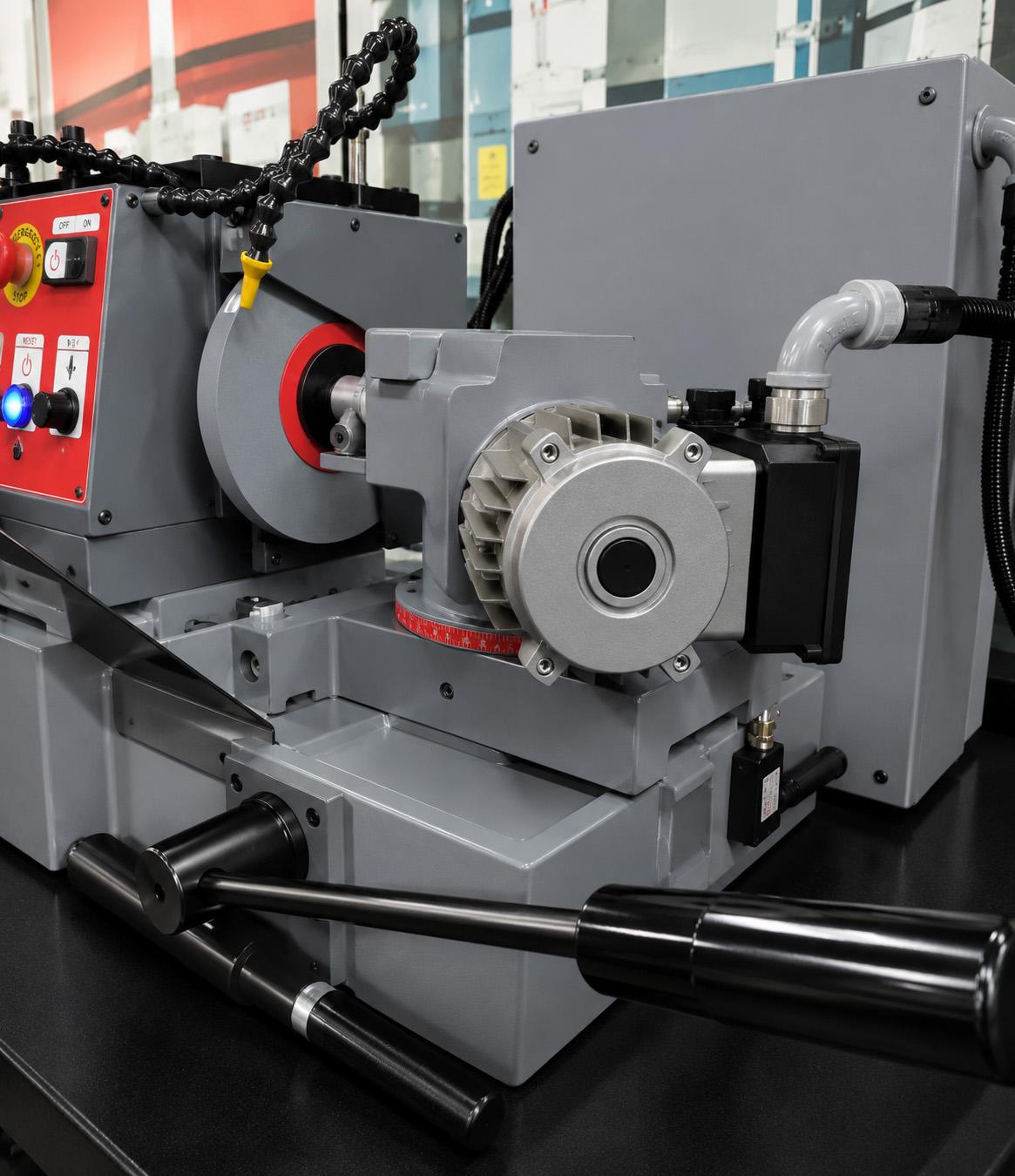
Built for maximum precision, the VRX features a direct-drive grinding wheel system that eliminates belt slippage while delivering smooth, consistent grinding performance. A heavy-duty cast iron base minimizes vibration for improved stability, while precision dovetail guideways provide accurate carriage movement and easy clearance adjustment. The precision collet chuck system securely centers each valve with exceptional concentricity, and the adjustable valve headstock, ranging from 15° to 60°, allows the machine to accommodate a wide variety of valve designs and seat angles.
Designed to maximize productivity and simplify operation, the VRX offers handwheel and handle-fed grinding controls for precise material removal, positive stops for repeatable valve stem grinding, and precision V-ways for accurate valve stem chamfering. A water-based coolant system, supplied by an integrated gear pump and settling tank, delivers superior surface finishes while promoting cleaner operation and extending grinding wheel life. Multiple grinding wheel options and precision ball chucks capable of achieving up to 0.0002″ TIR ensure the highest level of accuracy for demanding applications. Combining rugged construction, advanced engineering, and user-friendly operation, the Winona Van Norman VRX Valve Refacer delivers the precision, consistency, and long-term reliability professional machine shops rely on every day.
Request A Quote
Product Information
Operations
Specifications
Coolant system, collet from .236‐.354″, collet from .354 ‐ 472″, collet from .472 ‐ .629″, support for diamond holder, grinding wheel 6″ x 5″ (.5″ arbor), valve stop, positive stop, grinding rocker arm fixture, diamond and rest, 1 qt of coolant, service tools, operating manual.
Features
Standard Tooling
Features and Options
Min. – Max. Diameter Valve Stem:
Max. Diameter of Valve:
Grinding Angle:
Grinding Wheel Diameter:
Grinding Wheel Speed (Variable):
Spindle Speed (Variable):
Grinding Wheel Motor Power:
Spindle Motor Power:
Electrical:
0.157″ – 0.689″
3.543″
15° – 60°
6″
0 – 2,800 RPM
0 – 55 RPM
0.25″
0.1 HP
115V/50HZ or 220V/50HZ