A grinding wheel is only as good as its condition. Even the highest-quality wheel will lose its cutting ability if it becomes loaded, glazed, or improperly dressed. Proper wheel dressing restores sharp cutting points, improves surface finish, reduces heat generation, and extends wheel life.
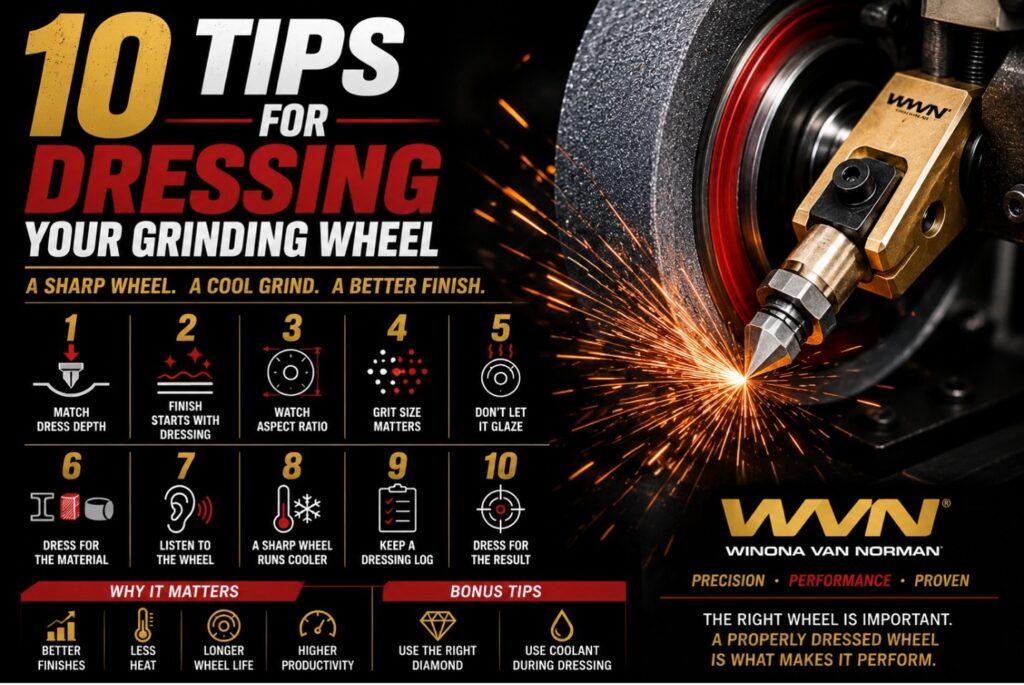
Here are ten tips every machinist should know when dressing a grinding wheel.
1. Match Your Dress Depth to the Job
Not every dressing pass should be the same.
For roughing operations, a deeper dress opens the wheel structure, creating more aggressive cutting action and faster stock removal.
For finishing operations, a lighter dress produces a finer wheel face and better surface finish.
Rule of Thumb:
- Roughing = Deeper dress
- Finishing = Light dress
2. Surface Finish Starts With Dressing
Many operators chase surface finish problems by changing feed rates or slowing the machine.
Often the answer is in the dressing operation.
A properly dressed wheel can:
- Reduce chatter
- Improve Ra values
- Create a more consistent finish
- Reduce secondary polishing operations
Your wheel face is literally the tool creating the finish.
3. Pay Attention to the Wheel Aspect Ratio
As wheels wear down, the relationship between wheel diameter and wheel width changes.
A wheel that performs well when new may behave differently as diameter decreases.
Watch for:
- Increased heat
- Slower stock removal
- Changes in finish quality
- Longer cycle times
Sometimes the problem isn’t the machine—it’s simply time for a new wheel.
4. Grit Size Matters More Than Most Operators Think
Many shops use the same wheel for every job.
That’s like using the same sandpaper for everything.
Coarser Grits
- Faster stock removal
- More aggressive cutting
- Rougher finish
Finer Grits
- Better finish
- More contact area
- Lower material removal rates
Choosing the right grit often has a bigger impact than changing feeds and speeds.
5. Don’t Let the Wheel Glaze
A glazed wheel is one of the most common causes of:
- Burn marks
- Heat checking
- Wheel loading
- Poor finishes
If the wheel begins rubbing instead of cutting, dress immediately.
A grinding wheel should cut, not polish.
6. Dress According to Material Type
Cast iron, steel, aluminum, and hardened materials all respond differently.
For example:
Cast Iron
- Often benefits from a more open wheel structure
Hardened Steel
- May require finer dressing for finish requirements
Aluminum
- Can load wheels rapidly and may require more frequent dressing
7. Listen to the Wheel
Experienced machinists often hear problems before they see them.
A sharp wheel sounds different than a loaded wheel.
Watch for:
- Squealing
- Chatter
- Increased spindle load
- Vibration
The machine is usually telling you when it’s time to dress.
8. A Sharp Wheel Runs Cooler
One of the biggest misconceptions in grinding is that slower equals cooler.
A dull wheel often creates MORE heat because it rubs instead of cuts.
A freshly dressed wheel:
- Cuts easier
- Requires less pressure
- Produces less heat
- Improves part accuracy
9. Keep a Dressing Log
This is huge for production shops.
Track:
- Number of parts between dresses
- Dressing depth
- Surface finish achieved
- Wheel life
You’ll quickly find the sweet spot for profitability.
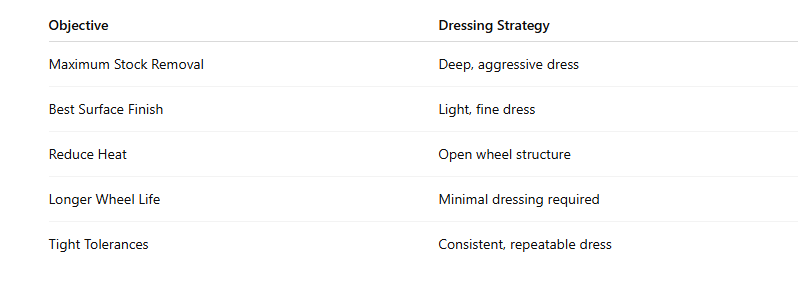
10. Dress for the Result You Want
Many operators dress the wheel the same way every time.
The dressing strategy should change based on the objective:
Why Proper Dressing Matters
Proper wheel dressing impacts every aspect of grinding performance:
✓ Faster stock removal
✓ Better surface finishes
✓ Reduced heat generation
✓ Longer wheel life
✓ Improved dimensional accuracy
✓ Increased machine productivity
Whether you’re resurfacing flywheels, grinding crankshafts, machining cylinder heads, or performing precision surface grinding, wheel dressing is one of the simplest ways to improve results and increase profitability.
Need Help Selecting the Right Wheel or Diamond?
The experts at Winona Van Norman can help you choose the proper grinding wheel, dresser, and grinding parameters for your application.
The right wheel is important. A properly dressed wheel is what makes it perform.
BONUS TIPS
Use Coolant During Dressing
Many operators overlook coolant during dressing.
Coolant helps:
- Reduce heat buildup
- Protect the diamond
- Flush away wheel debris
- Improve wheel sharpness
Heat is the enemy of both wheels and dressers.
Use the Correct Diamond for the Job
Not all diamonds are created equal.
Single-point diamonds work well for many applications, while multi-point and rotary diamonds can provide longer life and more consistent results in production environments.
Using the wrong dresser can create wheel chatter, poor finishes, and premature diamond wear.
HAPPY DRESSING AND GRINDING FROM WVN
Melissa Palmer